Эта серия станков подходит для обработки всех видов высокоточных, многопроцессных, сложных по форме фасонных деталей. Таких как пресс-формы, кулачки, кронштейны, всевозможные коробки, шатуны двигателей внутреннего сгорания, автомобильные и авиационные детали. Он может быть использован для обработки одиночных и серийных деталей. Это автоматический обрабатывающий станок с высокой точностью и высокой эффективностью работы.
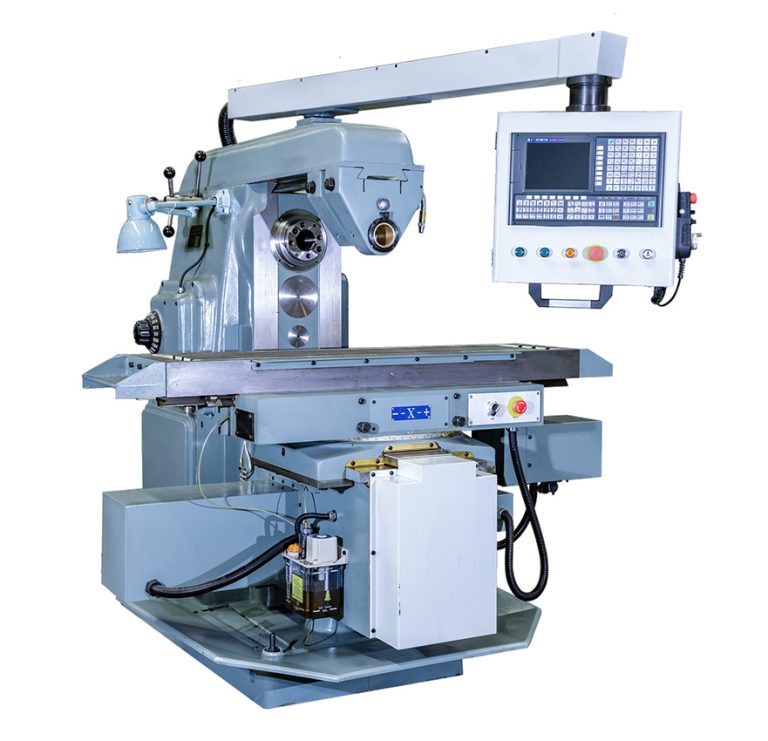
Передовая механическая конструкция
Принятие передовых CAD/CAPP автоматизированного проектирования/компьютерной системы автоматизированного процесса для завершения оптимального структурного проектирования.
Вся машина использует средства трехмерного виртуального проектирования для повышения качества производства.
Система главного привода учитывает высокую скорость и среднюю нагрузку.
В станках этой серии используется цифровой серводвигатель шпинделя переменного тока, соединенный с коробкой передач ZF, импортированной из Германии (передачи 1:1 и 1:4), и передаваемый на высокоскоростные части шпинделя через зубчатый ремень, с широким диапазоном бесступенчатого изменения скорости вращения шпинделя.
Для охлаждения высокоскоростных частей шпинделя и коробки передач ZF используется отдельная система охлаждения масла. Благодаря этому в системе главного привода поддерживается постоянная температура, что обеспечивает стабильную точность обработки.
Станок также оснащен системой очистки воздуха низкого давления, которая продувает воздух через центр шпинделя для очистки хвостовиков инструментов во время их смены, продлевая срок службы шпинделя.
Основные литые детали станка (включая станину, колонну, шпиндельную коробку и т. д.)
Используется высокопрочный материал из серого чугуна, обладающий отличной механической стабильностью и термической устойчивостью, а также отличной амортизацией при сильной нагрузке или прерывистом резании.
Станина станка имеет интегральную Т-образную структуру, колонна имеет двустенную рамную структуру, принимая разумную тонкостенную и многоармированную структуру, с хорошей жесткостью отливок. Новая технология формовки смолы из Германии используется для удовлетворения требований дизайна, так что станок имеет высокую структурную жесткость.
Отличная производительность передачи
Все трехстороннее кормление принимает импортные роликовые линейные направляющие суб.
Трехосевой серводвигатель переменного тока использует высокоэффективную, высокомоментную и высокоточную муфту для прямого соединения с шарико-винтовой парой, что повышает точность позиционирования и точность повторного позиционирования машины.
Шариковые винты и гайки предварительно натянуты и предварительно растянуты во время установки, что улучшает жесткость передачи сервосистемы и обеспечивает высокую точность станка.
Рабочий стол
Сервоприводной стол для вращательного движения по четвертой оси (ось B), с гидравлическим зажимом, позиционированием храпового диска на 360X1° и непрерывной индексацией.
Хорошая маневренность станка
Станок оснащен полностью закрытым защитным кожухом (изготовлен профессиональным производителем листового металла).
Соблюдение правил безопасности и гуманизированный человеко-машинный интерфейс, простота в эксплуатации.
Сильная система охлаждения удовлетворяет требованиям к охлаждению режущих инструментов и оснащена автоматическим транспортером стружки, что делает удаление и доставку стружки очень удобными.
- HMCU630A оснащен универсальной автоматической поворотной фрезерной головкой с углом 45°, которая позволяет выполнять обработку пяти граней.
Стабильное и надежное устройство смены инструмента с достаточной емкостью инструментального магазинаСтанок оснащен цепным инструментальным магазином и механическим рычагом для смены инструмента, который является точным и надежным, с плавной сменой инструмента и быстрой скоростью смены инструмента.
Станок использует цепной магазин инструментов, механический рычаг для смены инструментов, точное и надежное устройство для смены инструментов, плавная смена инструментов и высокая скорость смены инструментов.
Станок может быть использован для произвольного выбора инструмента. Принятие двухстороннего ближнего-заднего способа смены инструмента, экономия времени без резки и высокая эффективность. Он может выполнять непрерывную обработку с высокой эффективностью.
| Технические характеристики |
HMC500 |
HMC630 |
HMC630A |
HMCU630A |
HMC800A |
HMCP800A |
| Характеристики стола |
Размер стола |
мм |
500*500 |
630*630 |
630*630 |
630*630 |
800*800 |
800*800 |
| Количество |
шт |
2 |
2 |
1 |
1 |
1 |
1 |
| Минимальный размер деления для ротационного индексирования |
|
1° |
1° |
1° |
1° |
1° |
1° |
| Макс. нагрузка на стол |
кг |
800 |
1000 |
1000 |
1000 |
2500 |
2500 |
| время перехода |
sec |
12 |
12 |
|
|
|
|
| Перемещение |
Продольное перемещение стола – ось X |
мм |
750 |
900 |
900 |
900 |
1300 |
1300 |
| Продольное перемещение стола – ось Y |
мм |
700 |
800 |
800 |
800 |
1100 |
1100 |
| Вертикальное перемещение фрезерного суппорта – ось Z |
мм |
650 |
800 |
800 |
800 |
1100 |
1100 |
| Макс. проворачиваемый диаметр |
мм |
0-700 |
50-850 |
50-850 |
0-800 |
0-1100 |
0-1100 |
| Макс. высота обрабатываемой детали |
мм |
150-800 |
180-980 |
180-980 |
-800 |
250-1350 |
250-1350 |
| Шпиндель |
частота вращения шпинделя |
об/мин |
45-8000 |
45-6000 |
45-6000 |
20*2500 |
45-6000 |
45-8000 |
| Мощность привода шпинделя (пост / 30 мин)15 / 18.5 (18.5 / 22 Mitsubishi) кВт |
кВт |
11/15 |
15/18.5 |
15/18.5 |
11/15 |
18.5/23 |
18.5/23 |
| Конус шпинделя |
|
ISO40/BT40 |
ISO50/BT50 |
ISO50/BT50 |
ISO50/BT50 |
ISO50/BT50 |
ISO50/BT50 |
| Подачи |
Скорость рабочей подачи12 м/мин |
мм/мин |
1-10000 |
1-10000 |
1-10000 |
1-10000 |
1-10000 |
1-10000 |
| Ускоренная подача по оси (X/Y/Z) |
мм/мин |
24000/32000/32000 |
24000/32000/32000 |
24000/32000/32000 |
24000/20000/32000 |
40000/40000/32000 |
40000 |
| Инструментальная система |
Емкость инструментального магазина28 шт |
把 |
40 |
40 |
40 |
24 |
40 |
40 |
| Макс. длина инструмента250 мм |
мм |
320 |
400 |
400 |
400 |
450 |
450 |
| Макс. диаметр инструмента (при свободной соседней ячейке) |
мм |
75/150 |
125/200 |
125/200 |
110/200 |
125/200 |
125/200 |
| Макс. вес инструмента |
кг |
8 |
20 |
20 |
15 |
20 |
20 |
| Точностные характеристики |
Позиционирование |
мм |
0.01 |
0.01 |
0.01 |
0.01 |
0.006(замкнутый цикл) |
0.004(замкнутый цикл) |
| Повторяемост |
мм |
0.006 |
0.006 |
0.006 |
0.006 |
0.004(замкнутый цикл) |
0.002(замкнутый цикл) |
| Общие параметры |
высота стола |
мм |
1190 |
1200 |
1200 |
1225 |
1303 |
1303 |
| Масса станка9360 кг |
кг |
17000 |
20000 |
19000 |
20000 |
28000 |
28000 |
| Габариты станка |
|
5500*4500*3000 |
5900*4900*3300 |
4700*4600*3400 |
5000*4600*3400 |
5385*4527*3705 |
5385*4527*3705 |